
Manufacturing Process
Rong Feng Technology team has accumulated over 50 years of experience in aluminum casting and has established a rigorous process for general aluminum and aluminum alloy sand casting and gravity casting. From mold making and casting to inspection and pouring, every step is carried out in an efficient production process to strive for perfection.

--- Mold Making ---

Mold making is a multi-step process that includes stages such as design, manufacturing, and post-processing.
Here are the basic steps involved in general mold making:
- Product Design: First, the product design is created based on the design drawings or CAD models of the desired product. This includes determining the shape, size, and other technical requirements of the product.
- Mold Design: Based on the product design, the mold design is created. Mold designers determine the shape, structure, and manufacturing requirements of the mold based on the product design drawings or CAD models.
- Material Selection: Suitable materials are chosen based on the mold's usage requirements and manufacturing costs. Common materials used for mold making include wood, aluminum, fiberglass, and polystyrene (lost foam).
- Mold Manufacturing: Various parts of the mold are manufactured according to the mold design drawings or CAD models, using processes such as machining, milling, and electrical discharge machining (EDM). These parts can include core cavities, mold cavities, slides, and guide pillars.
- Assembly: The various parts of the mold are assembled to ensure they fit together correctly and function properly. This involves connecting the parts using methods such as bolts, rivets, or welding.
- Heat Treatment: The mold undergoes heat treatment to enhance its hardness and wear resistance. Common heat treatment methods include quenching and tempering.
- EDM and Surface Treatment: Precision trimming and surface treatments are performed on the mold using techniques such as electrical discharge machining (EDM) or laser machining. These processes ensure that the mold achieves the required accuracy and smoothness.
- Testing and Correction: The completed mold is tested to ensure it can accurately produce products that meet the required specifications. If any issues are identified, adjustments or corrections are made.
- Mold Trial: After the mold is completed, trial operations are conducted using the designed mold to produce actual product samples for validation of the mold's performance and product quality.
- Production: After successful trial operations, the mold is ready for production.
Rong Feng collaborates with several top mold subcontractors in Taiwan to ensure that the molds meet customer design requirements.
--- Casting ---

Proper control measures are required during the sand casting process to ensure product quality and production efficiency.
Here are some control measures during the sand casting process:
- Quality Control of Sand Material: The sand material is a crucial component of sand casting, as its quality directly affects the surface quality of the product and the lifespan of the sand mold. Regular inspections and testing are performed to ensure that the sand material meets standard requirements. Parameters such as sand particle size distribution and chemical composition are controlled to ensure stable casting quality.
- Mold Filling and Compaction Control: During the filling and compaction of the sand mold, it is important to ensure that the sand material is evenly distributed and compacted to avoid voids and defects within the mold. Appropriate compaction methods and process parameters, such as vibration frequency and compaction pressure, are used to ensure consistency and density inside the mold.
- Gating and Risering Design Control: Ensuring reasonable gating and risering design to achieve proper metal flow and reduce the occurrence of porosity and defects. Optimizing the dimensions, positions, and shapes of the gates and risers through simulation and actual testing to determine the best design.
- Casting Process Control: Controlling various parameters of the casting process, including casting temperature, injection speed, and pressure of the molten metal. Setting appropriate casting parameters to ensure the integrity and uniformity of metal filling in the mold.
- Inspection and Testing Control: Conducting inspections and testing during the casting process, including visual inspection of the mold, dimensional measurements, and analysis of the metal composition. Timely detection of any issues and taking necessary corrective measures.
--- Cores ---

Cores play an important role in sand casting. They are usually made of sand or resin structures and are placed inside the mold to form internal cavities, passages, holes, or other complex shapes.
Here are several key functions of cores:
- Creating Internal Cavities: Cores are used to create internal cavities within the casting, such as holes, projections, or hollow sections. These cavities can be critical parts of the product's functionality, such as pipes, channels, or holes.
- Achieving Complex Internal Shapes: Some castings have complex internal shapes that cannot be achieved solely through external molds. Cores can be used to create these internal shapes, including internal grooves, recesses, and other intricate geometries.
- Controlling Wall Thickness: In some castings, different parts require different wall thicknesses. Cores can be placed within the mold to control the wall thickness in different areas of the casting, meeting the product design requirements.
- Providing Channels and Passages: Cores can be used to create channels and passages for the proper flow of the molten metal, ensuring uniform filling of the mold and achieving the desired positions. These channels can include casting gates, runners, and filling systems.
- Providing Structural Support: For large or thin-walled castings, cores can provide internal structural support to prevent deformation or collapse during the cooling process.
Cores are typically made of specially formulated sand materials, and their composition and physical properties can be adjusted according to specific application requirements. Cores are placed within the mold during the casting process, and the molten metal is poured into the mold, filling the space around the cores and forming the final shape of the casting.
--- Inspection ---

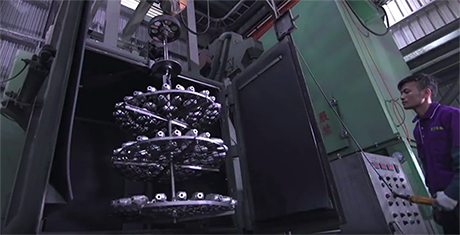
Vacuum impregnation inspection is a common testing method used in the manufacturing and processing of aluminum alloys. This inspection technique utilizes the principles of pressure differences and gas behavior in a vacuum environment to detect defects such as porosity, cracks, and voids in aluminum alloy products or parts.
Rong Feng conducts vacuum impregnation inspections of aluminum alloys daily before pouring the molten aluminum. The aluminum alloy products or parts to be tested are placed in a vacuum-sealed inspection chamber. The air inside the chamber is then extracted to create a vacuum environment. In this vacuum environment, the behavior of gas flow is observed to detect defects in the aluminum alloy, ensuring daily quality standards.
The advantages of vacuum impregnation inspection of aluminum alloys are as follows:
- High Sensitivity: The vacuum environment enhances the visibility and sensitivity of gas flow in the presence of defects. This allows inspectors to easily observe changes in gas flow, improving the detection sensitivity and enabling the identification of smaller defects.
- Non-Destructive Testing: Vacuum impregnation inspection is a non-destructive testing method that does not require physical damage or destructive testing of the product or part. This means that the inspection process does not negatively affect the integrity and usability of the product, saving resources and costs.
- Rapid Testing: Vacuum impregnation inspection is a relatively quick testing method. Once the vacuum environment is established, the inspection process can be performed rapidly.
--- Pouring ---

Casting Details
Casting is a complex process that involves several details.
Here are some details of the casting process at Rongfeng Casting:
- Design of the gating system: Designing an appropriate gating system to guide the molten metal into the mold. The gating system typically consists of a sprue, runners, and gates. Proper gating system design ensures the uniform filling of the mold with molten metal and reduces the formation of porosity and defects.
- Casting temperature and velocity: Selecting the appropriate casting temperature and velocity based on the material and geometric features of the casting. The choice of casting temperature and velocity affects the fluidity and filling performance of the molten metal and should be adjusted according to specific requirements.
- Cooling and solidification: After the molten metal is poured into the mold, it undergoes the cooling and solidification process. Proper control of cooling and solidification is crucial to ensure the integrity and performance of the casting structure. Rongfeng adjusts the cooling time according to the size and structure of the casting.
- Placement of chills: During the casting process, particularly in areas with thick sections of the casting, chills can be used to reduce shrinkage.
The above details are only a part of the casting process, and the actual process may vary depending on specific applications. Casting is a technically demanding process, and Rongfeng has experienced operators and stringent control measures in place to ensure the quality and performance of the final products.
--- Burring ---
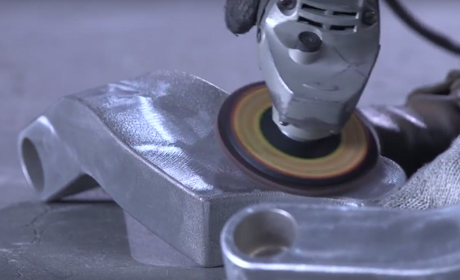
Rough machining refers to the preliminary processing and treatment of castings or parts to remove excess material, adjust dimensions and shapes, and prepare for subsequent processing and manufacturing steps.
Here are some key points of rough machining:
- Removal of gates and casting connections: Gates and casting connections generated during the casting process usually need to be removed. This can be achieved through cutting, grinding, or other appropriate processing methods. It is important to ensure thorough removal of gates and casting connections to obtain a clear surface of the workpiece.
- Dimensional trimming: Trim the rough workpiece to the specified dimensions according to design requirements. This may involve cutting, grinding, or milling processes to achieve the required dimensions and tolerances for the rough workpiece.
- Surface treatment: Perform surface treatments on the rough workpiece based on application requirements to improve surface quality and performance. This may include polishing, grinding, coating, painting, or other surface treatment methods.
--- Sandblasting ---
Sandblasting is a commonly used surface treatment method for aluminum alloy castings to enhance their appearance, texture, and surface gloss. In the sandblasting process, compressed air is typically used to propel steel beads or abrasives through a spray gun onto the surface of the aluminum alloy, removing surface oxidation layers, porosity, impurities, and roughness.
The general steps involved in the sandblasting process are as follows:
- Surface cleaning: Before sandblasting, it is essential to thoroughly clean the surface of the aluminum alloy casting to remove dust, grease, and other contaminants. This ensures better and more uniform sandblasting results.
- Selection of sandblasting material: Choose the appropriate sandblasting material based on the desired surface effect and processing requirements. Common sandblasting materials include glass beads, steel beads, aluminum oxide, etc. Different sandblasting materials produce varying surface textures and roughness.
- Sandblasting process: Load the selected sandblasting material into the sandblasting chamber of the sandblasting machine and generate pressure through compressed air to propel the material out of the spray gun. Aim the spray gun at the surface of the aluminum alloy casting and perform sandblasting at a uniform speed and angle. It is important to control the sandblasting pressure and distance to avoid excessive abrasion or damage to the casting.
- Surface inspection and finishing: After sandblasting, inspect the surface of the aluminum alloy casting for the desired effect. If necessary, further finishing and treatment can be performed, such as edge smoothing, removal of residual sand particles, or repair of minor defects.
The advantages of sandblasting aluminum alloy castings are as follows:
- Improved appearance: Sandblasting removes oxidation layers, contaminants, and irregular textures from the surface of aluminum alloy castings, resulting in a smooth and uniform surface. This enhances the visual appeal and aesthetic quality.
- Enhanced precision: Sandblasting removes surface roughness and irregularities, improving dimensional accuracy and surface flatness of aluminum alloy castings. This is beneficial for subsequent machining and assembly processes.
- Increased adhesion: Sandblasting creates fine surface textures on aluminum alloy, increasing the adhesion of coatings, paints, or adhesives. This improves corrosion resistance and durability.
- Elimination of porosity and defects: Sandblasting effectively removes surface porosity, micro-cracks, and other defects from aluminum alloy castings, enhancing their quality and reliability.
--- Quality ---

Quality inspection of castings is a crucial step in ensuring product quality and performance.
Here are some key points of Rong Feng's inspection process:
- Visual Inspection: Check whether the appearance of the casting meets the design requirements, including surface smoothness, dents, cracks, porosity, sand holes, foreign objects, and other defects. Pay special attention to the surface smoothness and overall appearance of the casting to ensure it is aesthetically pleasing and free of obvious flaws.
- Dimensional Measurement: Measure the dimensions and geometric features of the casting to ensure they comply with the specified dimensional tolerances on the design drawings or specifications. Use appropriate measuring tools such as calipers or specialized gauges for inspection. Focus on critical dimensions such as hole diameter, wall thickness, flatness, perpendicularity, etc.
- Material Performance Testing: Perform material performance tests on the casting, including tensile strength, hardness, and tensile properties. These tests can determine whether the casting's material strength and performance meet the requirements and evaluate its reliability and service life.
- Surface Treatment Inspection: Verify whether the casting's surface treatment meets the requirements, such as plating, painting, polishing, etc. Ensure the quality and consistency of the surface treatment to meet the design and appearance requirements.
- Quality Records and Traceability: Ensure proper quality records and traceability for each casting.
If mechanical properties or X-ray inspection are required, our company also collaborates with external subcontractors to assist in handling these processes.



